タンタルビーズの最適表面仕上げ
表面仕上げはタンタルビーズで仕事をする際には考慮されると考えられる。ある応用に対する適正な仕上げは、タンタルに対して特定のボール仕様がないため問題となり得ます。スティールボール処理(例えば ABMA やISO 3290 等)から適応させた一般業界のボールの等級がタンタルボールの等級にも使用されています。しかしこれらの標準はボールまたはビーズの基本的な直径を測量するだけで、仕上げの品質ではありません。
表面粗さの決定
従来から, Ra 測定が部品の表面仕上げの記述に使用されてきました。小さな直径のボールのこととなると、そのような測定は、器具の読み取り「チップ」が測定すべきボールの粗さに比べて相対的に大きすぎるので、めったに実現できません。したがってこの Ra 値はボール表面の実際の粗さを記述するのに使用することは困難です。
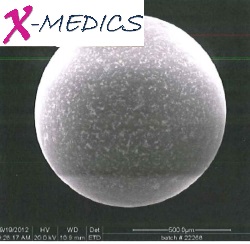
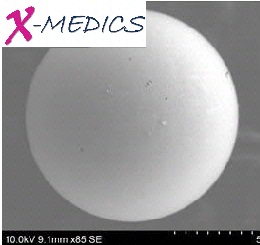
当社は走査電子顕微鏡(SEM)がビーズやボールのタンタル表面の仕上げを評価するのによい方法であることを見つけました。それは数量的 指標 を与えるものではありませんが、表面の品質について良好な視覚的アイデアを与えるものです。下のSEM 画像は2枚の研磨後、1枚の超研磨後のタンタル球の例です。

ビーズ処理中の仕上げの制御
タンタルワイヤからボールを製造する処理中に、表面粗さは処理中のいくつかのパラメーターの影響を受けます、例えば:装置の設定、タイミング、研磨/研磨剤のタイプと濃度、潤滑、など。処理後の表面仕上げの変動はしたがってバッチからバッチごとに起こります。よく制御された製造プロセスでは、表面粗さの変動は通常上に示したボール1と2に示したよりは少ないでしょう。表面粗さを減らす一般的な方法は長目の時間で研磨し、そしてまたは追加の研磨を処理に加えることです。より多くの処理は製造コストの増加となってきます。
コスト最適化処理
最適な表面品質はコストと製品のできとの取り合いとなります。顧客の役に立つよう、X-medics は2つの表面品質を導入しました:標準研磨と超研磨です。標準研磨のビーズはビーズ処理の間に単一の研磨ステップを通り、ほとんどの応用に適するコスト最適化のオプションです。超研磨ビーズは研磨/擦り合わせ 操作 の後数回の研磨ステップを通り、ビーズの表面粗さが重要となる(例えば自動化処理)所で使用されます。
さらに情報
X-medics 製品の情報をここで見つける


